《數(shù)控工藝與加工編程-02數(shù)控加工程序編制的基本知識(shí).ppt》由會(huì)員分享���,可在線閱讀���,更多相關(guān)《數(shù)控工藝與加工編程-02數(shù)控加工程序編制的基本知識(shí).ppt(23頁珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
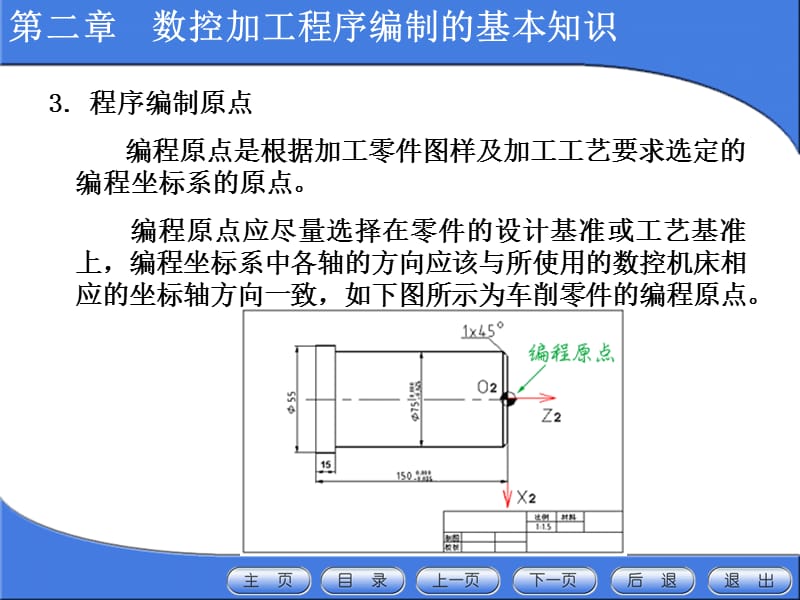
1���、第二章數(shù)控加工程序編制的基本知識(shí),,3. 程序編制原點(diǎn) 編程原點(diǎn)是根據(jù)加工零件圖樣及加工工藝要求選定的編程坐標(biāo)系的原點(diǎn)�。 編程原點(diǎn)應(yīng)盡量選擇在零件的設(shè)計(jì)基準(zhǔn)或工藝基準(zhǔn)上,編程坐標(biāo)系中各軸的方向應(yīng)該與所使用的數(shù)控機(jī)床相應(yīng)的坐標(biāo)軸方向一致��,如下圖所示為車削零件的編程原點(diǎn)����。,第二章數(shù)控加工程序編制的基本知識(shí),,六����、程序結(jié)構(gòu)和程序段格式,1. 加工程序的構(gòu)成 (1)程序開始符、結(jié)束符:程序開始符����、結(jié)束符是同一個(gè)字符,ISO代碼中是%��,EIA代碼中是EP�,書寫時(shí)要單列一段。 (2)程序名:程序名有兩種形式:一種是英文字母O和14位正整數(shù)組成��;另一種是由英文字母開頭�����,字母數(shù)字混合組成的。一般要求單列
2����、一段。 (3)程序主體:程序主體是由若干個(gè)程序段組成的���。每個(gè)程序段一般占一行��。 (4)程序結(jié)束指令:程序結(jié)束指令可以用M02或M30���。一般要求單列一段。,第二章數(shù)控加工程序編制的基本知識(shí),,第二章數(shù)控加工程序編制的基本知識(shí),,六�、程序結(jié)構(gòu)和程序段格式,2. 程序段的格式,NGX.Y.FSTMLF,準(zhǔn)備功能字,坐標(biāo)字,進(jìn)給功能字,主軸轉(zhuǎn)速功能字,刀具功能字,輔助功能字,,,,,,,,,,,,,,,,,結(jié)束符,程序段序號(hào),在程序段中,必須明確組成程序段的各要素: 移動(dòng)目標(biāo):終點(diǎn)坐標(biāo)值X���、Y���、Z;沿怎樣的軌跡移動(dòng):準(zhǔn)備功能字G���;進(jìn)給速度:進(jìn)給功能字F��; 切削速度:主軸轉(zhuǎn)速功能字S��;使用刀具:刀具
3�、功能字T; 機(jī)床輔助動(dòng)作:輔助功能字M�����。,第二章數(shù)控加工程序編制的基本知識(shí),2.2 數(shù)控程序編制的工藝指令,,常用地址字符 地址字 意 義 A ��、B�����、 C圍繞X����、Y�、Z軸旋轉(zhuǎn)的旋轉(zhuǎn)軸角度尺寸字 F 、S�����、T進(jìn)給速度指定機(jī)能�、主軸速度機(jī)能、刀具機(jī)能 G準(zhǔn)備機(jī)能 I�、J�、K插補(bǔ)參數(shù) M輔助機(jī)能 N程序段序號(hào) U��、V ����、W與X、Y��、Z軸平行的第2移動(dòng)坐標(biāo)尺寸字 X ����、Y、 Z主坐標(biāo)軸X����、Y、Z移動(dòng)坐標(biāo)尺寸字,第二章數(shù)控加工程序編制的基本知識(shí),2.2 數(shù)控程序編制的工藝指令,,一����、準(zhǔn)備功能G代碼,模態(tài)代碼:一經(jīng)在一個(gè)程序段中指定,其功能一直保持到被取消或被同組其它G代碼所代替�����。 非模態(tài)代碼:實(shí)
4����、現(xiàn)的功能僅在所出現(xiàn)的程序段內(nèi)有效�����。 同組的兩個(gè)代碼不能出現(xiàn)在一個(gè)程序段中�����。 不同組的G代碼根據(jù)需要可以在一個(gè)程序段中出現(xiàn)���。,第二章數(shù)控加工程序編制的基本知識(shí),,1.坐標(biāo)系有關(guān)的指令,(1)選擇機(jī)床坐標(biāo)系指令(G53) G53 XY;,第二章數(shù)控加工程序編制的基本知識(shí),,(2)工件坐標(biāo)系設(shè)定指令 G92 X400. Z250.,G92 X180. Y150.,第二章數(shù)控加工程序編制的基本知識(shí),,(3)選擇工件坐標(biāo)系指令(G54G59),第二章數(shù)控加工程序編制的基本知識(shí),,(4)設(shè)定局部坐標(biāo)系指令(G52) G52 X100. Y50.,第二章數(shù)控加工程序編制的基本知識(shí),,(5)坐標(biāo)平面設(shè)定指令(
5���、G17,G18�����,G19) G17----xy平面; G18----zx平面; G19----yz平面,第二章數(shù)控加工程序編制的基本知識(shí),,2. 坐標(biāo)值尺寸G代碼,(1)絕對(duì)值和增量值編程指令(G90��,G91) G90 X40.0 Y70.0���; 絕對(duì)值編程 G91 X60.0 Y40.0����;增量值編程,第二章數(shù)控加工程序編制的基本知識(shí),,(2)極坐標(biāo)尺寸指令 G16;建立極坐標(biāo)指令方式 G15�; 取消極坐標(biāo)指令方式,絕對(duì)值指令編程N(yùn)1 G17 G90 G16 N2 G81 X100.0 Y30.0 Z-20.0 R-5.0 F200.0 N3 Y150.0 N4 Y270.0 N5 G15 G80
6、 相對(duì)值指令編程N(yùn)1 G17 G90 G16 N2 G81 X100.0 Y30.0 Z-20.0 R-5.0 F200.0 N3 G91 Y120.0 N4 Y120.0 N5 G15 G80,100,第二章數(shù)控加工程序編制的基本知識(shí),,(3)公制����,英制轉(zhuǎn)換指令 G20;英制輸入 G21���;公制輸入 3.關(guān)于參考點(diǎn)的G代碼 (1)返回參考點(diǎn)校驗(yàn)指令(G27 IP_) (2)自動(dòng)返回參考點(diǎn)指令(G28 IP_) (3)返回到第二����、第三和第四參考點(diǎn)指令(G30 pi IP_ ) (4)自動(dòng)從參考點(diǎn)返回指令(G29 IP_),第二章數(shù)控加工程序編制的基本知識(shí),,G28和G29指令應(yīng)用的例子���; G28
7�����、 G90 X1000.0 Y700.0�����;返回參考點(diǎn)(ABR) T1111����; 在參考點(diǎn)換刀 G29 X1500.0 Y200.0; 從參考點(diǎn)返回(RBC),第二章數(shù)控加工程序編制的基本知識(shí),,4.插補(bǔ)功能G代碼,(1)快速點(diǎn)定位指令(G00) G00 X Y Z�; 快速點(diǎn)定位指令控制刀具以點(diǎn)位控制的方式快速移動(dòng)到目標(biāo)位置,其移動(dòng)速度由參數(shù)來設(shè)定���。指令執(zhí)行開始后����,刀具沿著各個(gè)坐標(biāo)方向同時(shí)按參數(shù)設(shè)定的速度移動(dòng)�,最后減速到達(dá)終點(diǎn),如下圖所示����。,式中X、Y�����、Z的值是快速點(diǎn)定位的終點(diǎn)坐標(biāo)值���。,第二章數(shù)控加工程序編制的基本知識(shí),,(2)直線插補(bǔ)指令(G01) G01 X Y Z F ; 直線插補(bǔ)指
8、令用于產(chǎn)生按指定進(jìn)給速度F實(shí)現(xiàn)的空間直線運(yùn)動(dòng)�。 其中:X、Y��、Z的值是直線插補(bǔ)的終點(diǎn)坐標(biāo)值�����。 例:實(shí)現(xiàn)下圖中從A點(diǎn)到B點(diǎn)的直線插補(bǔ)運(yùn)動(dòng),其程序段為: 絕對(duì)方式編程:G90 G01 X10 Y10 F100 增量方式編程:G91 G01 X-10 Y-20 F100,第二章數(shù)控加工程序編制的基本知識(shí),,(3)圓弧插補(bǔ)指令 順時(shí)針圓弧插補(bǔ)指令(G02) 逆時(shí)針圓弧插補(bǔ)指令(G03) 方向:從XY平面(ZX平面�����,YZ平面)的Z軸(Y軸���,X軸)的正向往負(fù)向觀察,,,X,Y,,,G17,G03,G02,,,Z,X,,,G18,G03,G02,,,Y,Z,,,G19,G03,G02,第二章數(shù)控加工程序編制
9����、的基本知識(shí),,程序格式: XY平面: G17 G02 X Y I J (R) F G17 G03 X Y I J (R) F ZX平面: G18 G02 X Z I K (R) F G18 G03 X Z I K (R) F YZ平面: G19 G02 Z Y J K (R) F G19 G03 Z Y J K (R) F,其中: X��、Y����、Z的值是指圓弧插補(bǔ)的終點(diǎn)坐標(biāo)值; I�����、J、K是指圓弧起點(diǎn)到圓心的增量坐標(biāo)�����,與G90,G91無關(guān)��; R為指定圓弧半徑���,當(dāng)圓弧的圓心角180o時(shí)���,R值為正, 當(dāng)圓弧的圓心角1800時(shí)����,R值為負(fù)。,第二章數(shù)控加工程序編制的基本知識(shí),,圓弧插補(bǔ)示例�,加工軌跡如圖 絕
10、對(duì)編程方式: G92 X200.0 Y40.0 Z0��; G90 G03 X140.0 Y100.0 I-60.0 F300���; G02 X120.0 Y60.0 I-50.0����; 或 G92 X200.0 Y40.0 Z0��; G90 G03 X140.0 Y100.0 R60.0 F300��; G02 X120.0 Y60.0 R5 0.0�����; 增量編程方式: G91 G03 X-60.0 Y60.0 I-60.0 F300��; G02 X-20.0 Y-40.0 I-50.0��; 或 G91 G03 X-60.0 Y60.0 R60.0 F300���; G02 X-20.0 Y-40.0 R50.0��;
11��、,第二章數(shù)控加工程序編制的基本知識(shí),,5.進(jìn)給功能G代碼 (1)每分進(jìn)給量指令(G94) G94�����;每分進(jìn)給G代碼 F_���;進(jìn)給速度指令(mm/min或inch/min) (2)每轉(zhuǎn)進(jìn)給量指令(G95) G95����;每轉(zhuǎn)進(jìn)給G代碼 F_����;進(jìn)給速度指令(mm/rev或inch/ren),第二章數(shù)控加工程序編制的基本知識(shí),,6. 切削速度控制G代碼 暫停指令(G04) G04 X ;或G04 P ���; 例: 暫停1秒的指令為:G04 X1000,7.主運(yùn)動(dòng)速度G代碼 恒表面速度控制指令 格式為: G96 S �����; 線速度(m/min或feet/min) 恒表面速度控制取消指令 格式為:G97 S ��; 主軸速度(r/pm),第二章數(shù)控加工程序編制的基本知識(shí),,二���、輔助功能M代碼,輔助功能字的地址符是M,后續(xù)數(shù)字一般為13位正整數(shù)���,又稱為M功能或M指令���,用于指定數(shù)控機(jī)床輔助裝置的開關(guān)動(dòng)作 ���,如下表所示。,
 數(shù)控工藝與加工編程-02數(shù)控加工程序編制的基本知識(shí).ppt
數(shù)控工藝與加工編程-02數(shù)控加工程序編制的基本知識(shí).ppt