《數(shù)控階梯軸加工實(shí)訓(xùn).doc》由會(huì)員分享���,可在線(xiàn)閱讀�,更多相關(guān)《數(shù)控階梯軸加工實(shí)訓(xùn).doc(17頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�。
1、實(shí)訓(xùn)二 階梯軸的加工
一���、實(shí)訓(xùn)目的:
1.熟練運(yùn)用G00和G01指令編程加工外圓和倒角��;
2.掌握工件裝夾�����、刀具裝夾���;
3.掌握“數(shù)控加工仿真系統(tǒng)”的使用;
4.能夠正確使用量具檢測(cè)階梯軸相關(guān)尺寸��;
5.學(xué)會(huì)尺寸修正方法�。
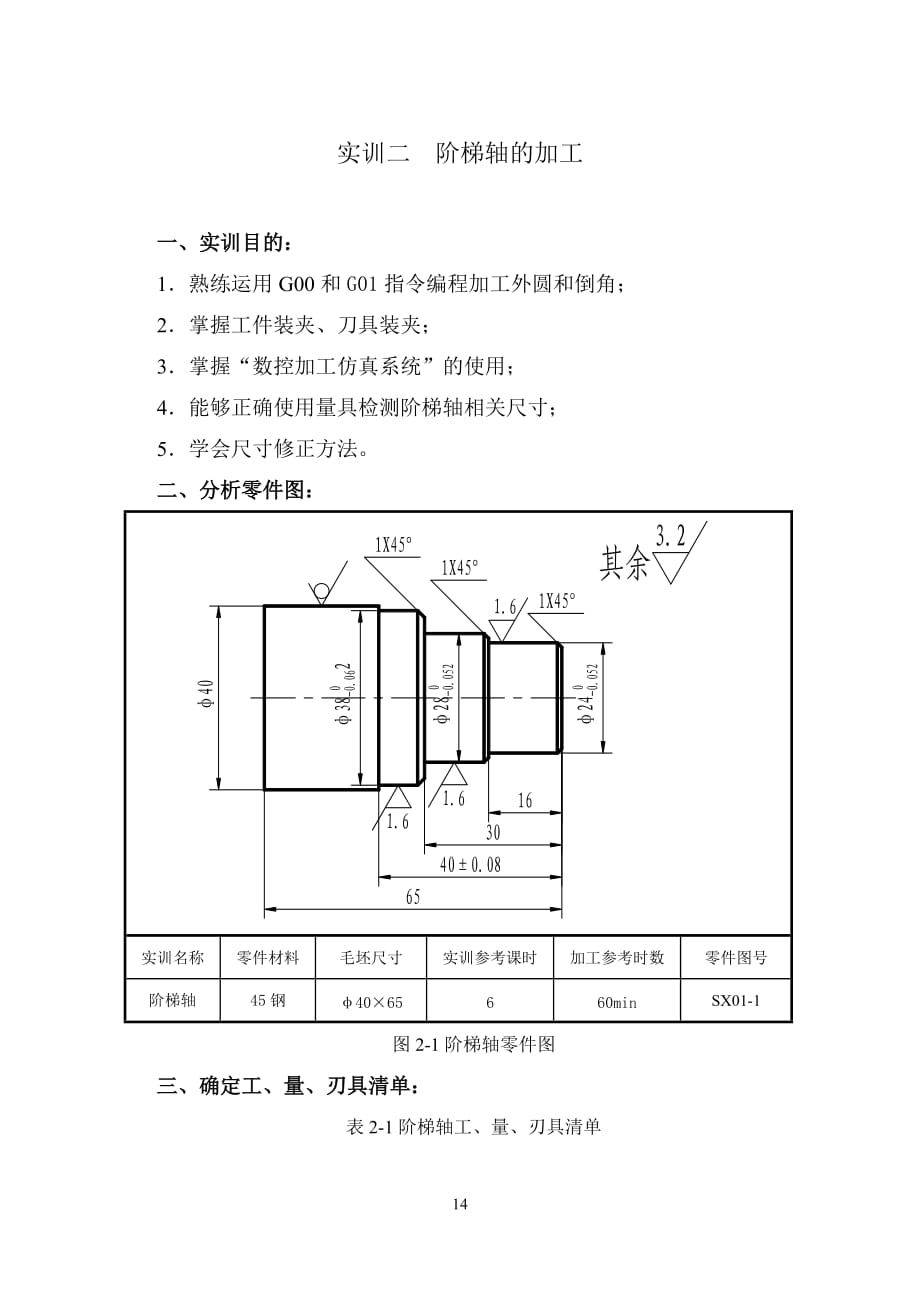
二����、分析零件圖:
實(shí)訓(xùn)名稱(chēng)
零件材料
毛坯尺寸
實(shí)訓(xùn)參考課時(shí)
加工參考時(shí)數(shù)
零件圖號(hào)
階梯軸
45鋼
φ4065
6
60min
SX01-1
圖2-1階梯軸零件圖
三����、確定工、量�����、刃具清單:
表2-1階梯軸工�、量、刃具清單
階梯軸工����、量、刃具清單
圖號(hào)
SX01-1
序號(hào)
名稱(chēng)
規(guī)格
精度
數(shù)量
2���、應(yīng)用
1
千分尺
0~25mm
0.01mm
1 把
檢測(cè)φ24外圓
2
千分尺
25~50mm
0.01mm
1 把
檢測(cè)φ28和φ38外圓
3
游標(biāo)卡尺
0~150mm
0.02mm
1 把
檢測(cè)毛坯和長(zhǎng)度尺寸
4
900外圓粗車(chē)刀
r=0.8mm
1 把
粗車(chē)零件外輪廓
5
900外圓精車(chē)刀
r=0.2mm
1 把
精車(chē)零件外輪廓
6
車(chē)工常用附具
1套
完成工件�����、刀具裝夾
7
材料
45號(hào)鋼 φ40X65
1根
毛坯
8
數(shù)控車(chē)床
CKA6150(FANUC 0i)
1臺(tái)
四、確
3����、定數(shù)控加工工藝
表2-2階梯軸數(shù)控加工工藝表
序
號(hào)
加工內(nèi)容
車(chē)刀參數(shù)
切削用量
加工
程序
刀
具
號(hào)
刀
尖
半
徑
刀
尖
方
位
主軸
轉(zhuǎn)速n
rmin-1
進(jìn)給
速度f(wàn)
mmr-1
背吃
刀量ap
mm
1
粗車(chē)外輪廓留余量1mm
T01
0.4
T3
600
0.25
1.5
自動(dòng)
O001
2
精車(chē)各表面至尺寸要求
T02
0.2
T3
800
0.15
0.5
自動(dòng)
O001
五�����、數(shù)控加工參考程序單
表2-3階梯軸數(shù)控加工參考程序單
程序號(hào):O001
段號(hào)
程序內(nèi)容
4��、
說(shuō)明
N10
N20
N30
N40
N50
N60
N70
N80
N90
N100
N110
N120
N130
N140
N150
N160
N170
N180
N190
N200
N210
N220
N230
N240
N250
N260
N270
N280
N290
N300
N310
N320
N330
N340
N350
N360
N370
N380
N390
N400
G40 G97 G99 M03 S600 F0.25�����;
T0101��;
M08��;
G00 X38.5 Z2.0���;
G01
5、 Z-40.0���;
G00 X40.0 Z2.0����;
X35.5�����;
G01 Z-30.0;
G00 X38.0 Z2.0���;
X32.5�;
G01 Z-30.0���;
G00 X34.0 Z2.0��;
X30.5�;
G01 Z-30.0�;
G00 X32.0 Z2.0;
X27.5���;
G01 Z-16.0�;
G00 X29.0 Z2.0��;
X24.5����;
G01 Z-16.0�;
X40.0����;
G00 X200.0 Z2.0���;
M09 �;
M01
T0202�����;
M08 M03 S800 F0.1
6�����、5���;
G00 X0.0���;
G01 Z0.0;
X22.0����;
G01 X23.974 Z-1.0;
Z-16.0����;
X28.0��;
X27.974 W-1.0����;
Z-30.0�����;
X36.0����;
X37.969 W-1.5;
Z-40.0���;
X40.0�����;
G00 X200.0 Z100.0�����;
M30��;
主軸正轉(zhuǎn)600r.min-1����,粗車(chē)進(jìn)給0.25mm.r-1
換粗車(chē)刀T0101
切削液開(kāi)
快速進(jìn)刀����,準(zhǔn)備粗車(chē)φ38外圓
粗車(chē)φ38外圓,
快速退刀
快進(jìn)刀�����,準(zhǔn)備粗車(chē)φ28外圓第一刀
粗車(chē)φ28外圓
7�、第一刀
快速退刀
快進(jìn)刀,準(zhǔn)備粗車(chē)φ28外圓第二刀
粗車(chē)φ28外圓第二刀
快速退刀
快進(jìn)刀���,準(zhǔn)備粗車(chē)φ28外圓第三刀
粗車(chē)φ28外圓第三刀
快速退刀
快進(jìn)刀�,準(zhǔn)備粗車(chē)φ24外圓第一刀
粗車(chē)φ24外圓第一刀
快速退刀
快進(jìn)刀�����,準(zhǔn)備粗車(chē)φ24外圓第二刀
粗車(chē)φ24外圓第二刀
退刀
快速退刀至換刀點(diǎn)
閉冷卻液關(guān)
程序選擇暫停
換精車(chē)刀T0202
精車(chē)轉(zhuǎn)速800r.min-1, 進(jìn)給量0.15mm.r-1
快速進(jìn)刀�����,
慢速進(jìn)刀,車(chē)右端面
精車(chē)右端面
車(chē)右端面倒角
精車(chē)φ24外圓至尺寸,
精車(chē)φ28端面
車(chē)φ28端面倒角
精車(chē)φ28外圓至尺寸,
精車(chē)
8�、φ38端面
車(chē)φ38端面倒角
精車(chē)φ38外圓至尺寸
精車(chē)φ40端面
快速退刀
程序結(jié)束
六、實(shí)訓(xùn)步驟
1. 數(shù)控仿真訓(xùn)練
(1)開(kāi)機(jī)進(jìn)入“數(shù)控加工仿真系統(tǒng)”
①在WINDOWS界面下:“開(kāi)始/程序/數(shù)控加工仿真系統(tǒng)”��,進(jìn)入如圖1-2所示界面�����。
②單擊“快速登錄”���,進(jìn)入數(shù)控加工仿真界面(見(jiàn)圖2-3)�����。
圖2-2 仿真軟件登錄示意圖
圖2-3數(shù)控加工仿真界面
(2)選擇機(jī)床
① 單擊下拉菜單“機(jī)床/選擇機(jī)床…”(圖2-4)�����,進(jìn)入“選擇機(jī)床”對(duì)話(huà)框(圖2-5)
圖2-4下拉菜單
②在“選擇機(jī)床”對(duì)話(huà)框中(圖2-5)
1)控制系統(tǒng):選擇“F
9�、ANUC”�����;
2)機(jī)床類(lèi)型:選擇“車(chē)床”;
3)廠(chǎng)家及型號(hào):選擇“標(biāo)準(zhǔn)(平床身前置刀架)”�;
4)按“確定”按鈕。進(jìn)入FANUC-0i系統(tǒng)操作面板界面(圖2-6)�。
圖2-5 選擇機(jī)床對(duì)話(huà)框
圖2-6 FANUC-0i系統(tǒng)操作面板界面
(3)機(jī)床開(kāi)機(jī)、回參考點(diǎn)
①單擊啟動(dòng)按鈕���,機(jī)床電機(jī)和伺服控制的指示燈變亮���。
②檢查急停按鈕是否松開(kāi)至狀態(tài)����,若未松開(kāi),單擊急停按鈕����,將其松開(kāi)。
③檢查操作面板上回原點(diǎn)指示燈是否亮��,若指示燈亮��,則已進(jìn)入回原點(diǎn)模式����;若指示燈不亮,則單擊按鈕,轉(zhuǎn)入回原點(diǎn)模式����。
④在回原點(diǎn)模式下:
1
10、)單擊控制面板上的按鈕�����,使X軸方向移動(dòng)指示燈變亮����,單擊,此時(shí)X軸將回原點(diǎn)���,X軸回原點(diǎn)燈變亮��,CRT上的X坐標(biāo)變?yōu)椤?90.000”�。
2)單擊Z軸方向移動(dòng)按鈕�����,使Z軸方向指示燈變亮�,單擊,此時(shí)Z軸將回原點(diǎn)�,Z軸回原點(diǎn)燈變亮�����,�����。CRT上的X坐標(biāo)變?yōu)椤?00.000”此時(shí)CRT界面如圖1-7所示����。
圖2- 7 機(jī)床回零后CRT界面
(4)定義毛坯���、安裝零件 圖2-8零件下拉菜單
①單擊菜單“零件/定義毛坯…”(圖2-8),在定義毛坯對(duì)話(huà)框(如圖2-9)中改寫(xiě)零件尺寸為直徑φ40mm和高65mm����,按按鈕。
②單擊菜單“零件/放置零件…”(圖2-8)�,在選
11、擇零件對(duì)話(huà)框(如圖2-10)中���,選取名稱(chēng)為“毛坯1”的零件��,并按按鈕�,界面上出現(xiàn)控制零件移動(dòng)的面板(如圖2-11所示),可以用或移動(dòng)零件���,調(diào)整工件外伸長(zhǎng)度����,單擊面板上的按鈕��,關(guān)閉該面板�����,此時(shí)零件已放置在機(jī)床機(jī)床卡盤(pán)上��,如圖2-11所示��。
圖2-9 定義毛坯對(duì)話(huà)框 圖 2-10 選擇零件對(duì)話(huà)框
圖2-11 移動(dòng)零件面板及機(jī)床上安裝零件
(5)選擇刀具����、安裝刀具
①單擊菜單“機(jī)床/選擇刀具…” (圖2-12)。
②在“車(chē)刀選擇” (圖2-13)對(duì)話(huà)框中���,根據(jù)加工方式選擇刀位號(hào)為“1號(hào)”�,刀柄為“930右偏刀”�����,刀片為“550
12、菱形刀片”和��,輸入刀尖半徑“0.4”�����,刀具長(zhǎng)度“60”�,按按鈕。如圖2-13所示���。刀具經(jīng)選定后����,將自動(dòng)安裝在刀盤(pán)上�����。 圖2-12機(jī)床/選擇刀具
圖2-13 車(chē)刀選擇對(duì)話(huà)框
(6)程序的輸入
①輸入程序名:?jiǎn)螕舨僮髅姘澹▓D2-6)上的MDI 鍵�,單擊MDI鍵盤(pán)上的鍵���;單擊鍵入字母“O”���;按相應(yīng)數(shù)字鍵鍵入程序編號(hào)��,單擊鍵��,輸入程序名“0001”��。注意不能與已有程序名的重復(fù)���。
②輸入程序:每次可以輸入一個(gè)字;在輸入鍵盤(pán)上單擊數(shù)字/字母鍵����,第一次單擊為字母輸出,其后單擊均為數(shù)字輸出�。每輸完一個(gè)字后,再按鍵完成該字的輸入����;按 PAGE或翻頁(yè),按 CU
13�����、RSOR或移動(dòng)光標(biāo)��;按鍵刪除輸入域中的數(shù)據(jù);按鍵�����,刪除光標(biāo)所在的代碼����。用鍵結(jié)束一行的輸入后換行。
注:若需要調(diào)用已存入的程序����,則單擊MDI鍵盤(pán)上的鍵,再通過(guò)MDI鍵盤(pán)輸入程序號(hào)(例O008)��,單擊鍵�����,即可調(diào)入預(yù)先編輯好的數(shù)控程序��。
(7)模擬仿真動(dòng)態(tài)觀察運(yùn)行軌跡
①單擊操作面板上的自動(dòng)運(yùn)行按鈕����,使其指示燈變亮���,轉(zhuǎn)入自動(dòng)加工模式�����。
②單擊MDI鍵盤(pán)上的按鈕�����,單擊數(shù)字/字母鍵����,輸入“O001”,按開(kāi)始搜索��,找到后���,主程序O001顯示在CRT界面上�。
③單擊按鈕���,進(jìn)入檢查運(yùn)行軌跡模式���,單擊操作面板上的循環(huán)啟動(dòng)按鈕,即可觀察數(shù)控程序的運(yùn)行軌跡,此時(shí)也可通過(guò)“視圖”菜單中的動(dòng)態(tài)旋轉(zhuǎn)�����、動(dòng)態(tài)放
14�、縮、動(dòng)態(tài)平移等方式對(duì)三維運(yùn)行軌跡進(jìn)行全方位的動(dòng)態(tài)觀察�����。
圖中紅線(xiàn)代表刀具快速移動(dòng)的軌跡�,綠線(xiàn)代表刀具切削的軌跡。
(8)對(duì)刀
數(shù)控程序以零件右端面中心點(diǎn)為原點(diǎn)��,通過(guò)對(duì)刀來(lái)建立編程坐標(biāo)系與機(jī)床坐標(biāo)系的關(guān)系����。
①單擊操作面板上的手動(dòng)按鈕,手動(dòng)狀態(tài)指示燈變亮����,,機(jī)床進(jìn)入手動(dòng)操作模式��,單擊控制面板上的按鈕�����,使X軸方向移動(dòng)指示燈變亮���,單擊���,使機(jī)床在X軸方向移動(dòng);同樣使機(jī)床在Z軸方向移動(dòng)�。通過(guò)手動(dòng)方式將刀具移到工件附近位置
②單擊操作面板上的或按鈕,使其指示燈變亮�����,控制主軸轉(zhuǎn)動(dòng)�����。再單擊Z軸方向移動(dòng)按鈕�,使Z軸方向指示燈變亮,單擊����,用所選刀具試切工件外圓,單擊MDI鍵盤(pán)上的按鈕���,CRT界面顯示坐標(biāo)
15�、值,按軟鍵“綜合”��,如圖2-14所示�。讀出CRT界面上顯示的機(jī)械坐標(biāo)的X的值;
圖2-14 刀具坐標(biāo)顯示
③單擊����,退刀,單擊控制面板上的按鈕��,使X軸方向移動(dòng)指示燈變亮�,單擊,試切工件端面�����,讀出CRT界面上顯示的機(jī)械坐標(biāo)的Z的值���;
④單擊操作面板上的按鈕���,使主軸停止轉(zhuǎn)動(dòng),單擊菜單“工藝分析/測(cè)量”如圖1-15所示���,單擊試切外圓時(shí)所切線(xiàn)段�,選中的線(xiàn)段由紅色變?yōu)辄S色。記下下面對(duì)話(huà)框中對(duì)應(yīng)的X的值���;
⑤X的坐標(biāo)值減去“測(cè)量”中讀取的X的值再加上390,記為X1�;Z的坐標(biāo)值加上300,記為Z1�����;
⑥X1�����,Z1)即為工件坐標(biāo)系原點(diǎn)在機(jī)床坐標(biāo)系中的坐標(biāo)值���。
(9)數(shù)控自動(dòng)加工仿真
完成對(duì)
16�����、刀����,導(dǎo)入數(shù)控程序后,就可以開(kāi)始自動(dòng)加工了�。先將機(jī)床回零。單擊操作面板上的自動(dòng)運(yùn)行按鈕��,使其指示燈亮�����,單擊循環(huán)啟動(dòng)按鈕����,就可以自動(dòng)加工了。
圖2-15 工件加工尺寸測(cè)量
(10)檢驗(yàn)
通過(guò)菜單“零件/測(cè)量”�����,檢驗(yàn)工件的各段尺寸��,如圖2-15所示��。
2. 加工操作訓(xùn)練
(1)開(kāi)機(jī)前機(jī)床檢查 見(jiàn)實(shí)訓(xùn)一
(2)開(kāi)機(jī)����,回參考點(diǎn) 見(jiàn)實(shí)訓(xùn)一
(3)程序輸入與編輯 見(jiàn)實(shí)訓(xùn)一
(4)檢測(cè)毛坯 用游標(biāo)卡尺檢測(cè)毛坯外圓和長(zhǎng)度。
(5)裝夾毛坯 用三爪卡盤(pán)裝卡�����,工件伸出卡盤(pán)50mm。
圖2-16 三爪卡盤(pán)裝夾
(3)安裝車(chē)刀 同普通車(chē)床實(shí)訓(xùn)裝刀�����。
(4)對(duì)刀 見(jiàn)實(shí)訓(xùn)一�����,手
17�����、動(dòng)車(chē)外圓���,千分尺測(cè)量后X向?qū)Φ丁J謩?dòng)平端面�����,Z向?qū)Φ丁?
(5)加工程序輸入 見(jiàn)實(shí)訓(xùn)一����。
(6)試切 單段程序�。
(7)測(cè)量修正 測(cè)量外圓和長(zhǎng)度后����,若有誤差,可通過(guò)減磨耗的方法調(diào)整修正���,直至滿(mǎn)足精度要求���。
3. 實(shí)訓(xùn)二評(píng)分表
表2-5 實(shí)訓(xùn)二評(píng)分表
班 級(jí)
姓名
學(xué)號(hào)
日期
實(shí)訓(xùn)課題
階梯軸編程與操作實(shí)訓(xùn)
圖 號(hào)
SXC02-1
基本檢查
編程
序號(hào)
檢 測(cè) 項(xiàng) 目
配分
學(xué)生自評(píng)分
教師評(píng)分
1
切削加工工藝制定正確
2
2
切削用量選用合理
2
3
18、程序正確���、簡(jiǎn)單明確且規(guī)范
6
操作
4
仿真練習(xí)認(rèn)真
10
5
正確操作與維護(hù)保養(yǎng)設(shè)備
2
6
安全��、文明生產(chǎn)
3
基 本 檢 查 結(jié) 果 總 計(jì)
25
尺寸檢測(cè)
序號(hào)
圖樣尺寸
mm
允差
mm
量具
配分
實(shí) 際 尺 寸
分?jǐn)?shù)
名稱(chēng)
規(guī)格/mm
自測(cè)
檢測(cè)
1
外圓φ38
0
-0.062
千分尺
25~50
15
2
外圓φ28
0
-0.052
千分尺
25~50
15
3
外圓φ24
0
-0.052
千分尺
0~25
15
4
長(zhǎng)40
0.08
游 標(biāo)卡尺
0~125
14
5
表面粗糙度
1.6μm
樣規(guī)
10
6
表面粗糙度
3.2μm
樣規(guī)
6
尺 寸 檢 測(cè) 結(jié) 果 總 計(jì)
75
基 本 檢 查 結(jié) 果
尺 寸 檢 測(cè) 結(jié) 果
成 績(jī)
學(xué)生簽字: 實(shí)習(xí)指導(dǎo)教師簽字:
30
 數(shù)控階梯軸加工實(shí)訓(xùn).doc
數(shù)控階梯軸加工實(shí)訓(xùn).doc