《端蓋加工工藝設(shè)計(jì)》由會(huì)員分享�,可在線閱讀,更多相關(guān)《端蓋加工工藝設(shè)計(jì)(12頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�。
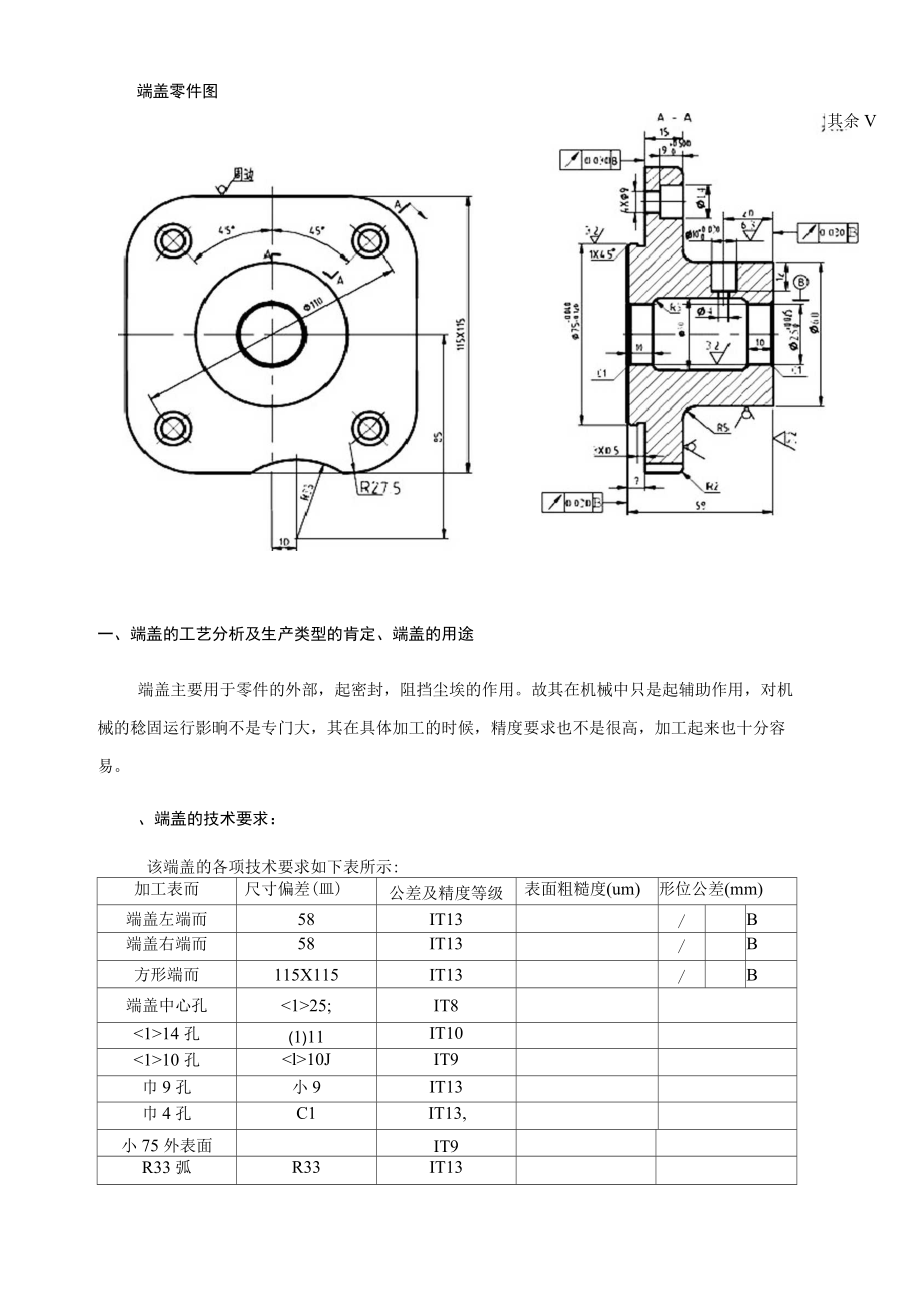
1、端蓋零件圖
其余V
一�����、端蓋的工藝分析及生產(chǎn)類型的肯定�、端蓋的用途
端蓋主要用于零件的外部,起密封�����,阻擋塵埃的作用。故其在機(jī)械中只是起輔助作用�����,對(duì)機(jī)械的稔固運(yùn)行影晌不是專門大�����,其在具體加工的時(shí)候�����,精度要求也不是很高�,加工起來(lái)也十分容易。
�����、端蓋的技術(shù)要求:
該端蓋的各項(xiàng)技術(shù)要求如下表所示:
加工表而
尺寸偏差(皿)
公差及精度等級(jí)
表面粗糙度(um)
形位公差(mm)
端蓋左端而
58
IT13
/
B
端蓋右端而
58
IT13
/
B
方形端而
115X115
IT13
/
B
端蓋中心
2�、孔
<1>25;
IT8
<1>14孔
(1)11
IT10
<1>10孔
10J
IT9
巾9孔
小9
IT13
巾4孔
C1
IT13,
小75外表面
IT9
R33弧
R33
IT13
、審查端蓋的工藝性
該端蓋結(jié)構(gòu)簡(jiǎn)單�,形狀普通,屬一般的盤蓋類零件�。主要加工表面有端蓋左、右端面�����,方形端面�,要求其端面跳動(dòng)度相對(duì)中心軸線知足,第二就是<1>25孔及e10孔�,巾25孔的加工端面為平面,能夠避免加工進(jìn)程中鉆頭鉆偏�,以保證孔的加工精度:另外巾10孔的加工表面雖然在圓周上,但通過(guò)專用的夾
3�、具和鉆套能夠保證其加工工藝要求。該零件除主要加工表面外�,其余的表面加工精度均較低,不需要高精度機(jī)床加工�����,通過(guò)銃削�、鉆床的粗加工就可以夠達(dá)到加工要求。由此可見�,該零件的加工工藝性較好。
�、肯定端蓋的生產(chǎn)類型
依設(shè)計(jì)題目知:Q=5000件/年,m=l件/年�����,結(jié)合生產(chǎn)實(shí)際,備品率a%和廢品率b%別離取3%和%.代入公式得:
N=5000臺(tái)/年XI件/臺(tái)X(1+3%)X(1+%)=
端蓋重量為0.5kg,由表1-3知�����,端蓋屬輕型零件�;由表1-4知,該端蓋的生產(chǎn)類型為大量生產(chǎn)�。
2、肯定毛胚�����、繪制毛胚簡(jiǎn)圖
選擇毛胚
端蓋在工作進(jìn)程中不經(jīng)受沖擊載荷�,也沒有各類應(yīng)力,毛胚選用鑄件即可知足工作要
4�、求。該端蓋的輪廓尺寸不大�����,形狀亦不是很復(fù)雜�����,故采用砂型鑄造�。
肯定毛胚的尺寸公差和機(jī)械加工余量
由表2-1至表2-5可知�,可肯定毛胚的尺寸公差及機(jī)械加工余量�。
2.2.1公差品級(jí)
由端蓋的功用和技術(shù)要求,肯定該零件的公差品級(jí)為CT=9O
2.2.2端蓋鑄造毛坯尺寸工差及加工余量
項(xiàng)目
機(jī)械加工余量/mm
尺寸工差/mm
毛坯尺寸/mm
備注
方形端面115*115
*2=3
表2-1至表2-5
厚度58
*2=1
2
6O.i1
表2-1至表2-5
方形斷面厚度15
表2-1至表2-5
675外圓而
1*2=2
1.1L,
5�、
表2-1至表2-5
小75外圓長(zhǎng)度7
巾25孔
*2=1
表2-1至表2-5
表2-1至表2-5
2. 2.3繪制端蓋毛坯簡(jiǎn)圖
3、擬定端蓋工藝線路
�����、定位基準(zhǔn)的選擇
3.1.1,精基準(zhǔn)的選擇
按照該端蓋零件的技術(shù)要求�,選擇端蓋右端面和625孔作為精基準(zhǔn)�����,零件上的很多表面都能夠采用它們作基準(zhǔn)進(jìn)行加工�����,即遵循“基準(zhǔn)統(tǒng)一”原貝k<1)25孔的軸線是設(shè)計(jì)基準(zhǔn)�,選用其作竟基準(zhǔn)定位端蓋兩頭而,實(shí)現(xiàn)了設(shè)計(jì)基準(zhǔn)和工藝基準(zhǔn)的重合�,保證了被加工表面的端而跳動(dòng)度要求。選用端蓋右端面作為精基準(zhǔn)一樣是遵循了“基準(zhǔn)重合”原則�,因?yàn)樵摱松w在軸向方向上的尺寸多以該端而作設(shè)計(jì)基準(zhǔn)
6、�。
3. 2.2,粗基準(zhǔn)的選擇
作為粗基準(zhǔn)的表而應(yīng)平整�,沒有飛邊�、毛刺或其他表而欠缺。這里選擇端蓋左端面和4)60外圓而作為粗基準(zhǔn)�。采用660外圓而定位加工內(nèi)孔可保證孔的壁厚均勻:采用端蓋右端而作為粗基準(zhǔn)加工左端面,能夠?yàn)楹罄m(xù)工序預(yù)備好精基準(zhǔn)�����。
�、表面加工方式的肯定
按照端蓋零件圖上的各加工表面的尺寸精度和表面粗糙度,肯定加工件各表而的加工方式�����,如下表所示:
加工表面
尺寸精度等級(jí)
表面粗糙度Ra/um
加工方案
備注
小75端面
IT11
粗銃-精銃
表1-6至表1-8
115x115端而
IT11
粗銃-精銃
表1-6至表1-8
由60端面
I
7�、T11
粗銃-精銃
表1-6至表1-8
由25孔
IT8
鉆-擴(kuò)-較
表1-6至表1-8
力10孔
IT9
鉆-錢-精銳
表1-6至表1-8
4x小9孔
IT13
鉆
表1-6至表1-8
小4孔
IT13
鉆
表1-6至表1-8
4x414孔
IT13
鉆-擴(kuò)
表1-6至表1-8
675外圓而
IT9
粗車-半精車
表1-6至表1-8
、加工階段的劃分
該端蓋加工質(zhì)量要求一般�����,可將加工階段劃分為粗加工�����、半精加工兩個(gè)階段�。
在粗加工階段�����,第一將精基準(zhǔn)(端蓋右端面和e25孔)預(yù)備好�����,使后續(xù)工序都可采用精基準(zhǔn)定
8�����、位加工,保證其他表而的精度要求:然后粗銃端蓋左端而�����、方形端而�、車675外圓、倒角�����。在半精加工階段�,完成端蓋左端而的精銃加工和e10孔的鉆-較-精銳加工及614孔等其他孔的加工。
�����、工序的集中與分散
選用工序集中原則安排端蓋的加工工序。該端蓋的生產(chǎn)類型為大量生產(chǎn)�,能夠采用全能型機(jī)床配以專用工、夾具�����,以提高生產(chǎn)率:而且運(yùn)用工序集中原則使工件的裝夾次數(shù)少�����,不但可縮短輔助時(shí)刻�,而且由于在一次裝夾中加工了許多表面,有利于保證各加工表面的相對(duì)位置精度要求�����。
�����、工序順序的安排
3. 5.1機(jī)械加工工序
(1)遵循“先基準(zhǔn)后其他”原則�,第一加工精基準(zhǔn)一一端蓋右端面和小250+0.03mm孔。
(2
9�����、)遵循“先粗后精”原則,先安排粗加工工序�����,后安排精加工工序�����。
(3)遵循“先面后孔”原則�����,先加工端蓋右端面�,再加工<1>25孔�。
3.5.2.熱處置工序
鑄造成型后,對(duì)鑄件進(jìn)行退火處置�����,可消除鑄造后產(chǎn)生的鑄造應(yīng)力�,提高材料的綜合力學(xué)性能。該端蓋在工作進(jìn)程中不經(jīng)受沖擊載荷�,也沒有各類應(yīng)力�,故采用退火處置即可知足零件的加工要求�����。
3.5.3.輔助工序
在半精加工后�����,安排去毛刺�����、清洗和終檢工序�。
綜上所述,該端蓋工序的安排順序?yàn)椋涸?、熱處置一一基?zhǔn)加工一一粗加工精加工。
�、肯定工藝線路
在綜合考慮上述工序順序安排原則的基礎(chǔ)上,下表列出了端蓋的工藝線路�。
工序號(hào)
工序名稱
機(jī)床設(shè)
10、備
刀具
量具
1
熱處理一一退火
2
粗銃端蓋左右端而�����、方形端面
立式銃床X51
端銃刀
游標(biāo)卡尺
3
精銃端蓋左右端而、方形端面
立式銃床X51
端銃刀
游標(biāo)卡尺
4
粗車�、半精車675外圓
CA6140
外圓車刀
游標(biāo)卡尺
5
車倒角
CA6140
端面車刀
6
鉆-擴(kuò)-校山25孔
四面組合鉆床
麻花鉆、擴(kuò)孔鉆�����、錢刀
卡尺�����、塞規(guī)
7
鉆中4孔
四面組合鉆床
麻花鉆
卡尺�����、塞規(guī)
8
鉆做-精銳610孔
四面組合鉆床
麻花鉆�����、被刀
卡尺�、塞規(guī)
9
鉆中9孔
四面組合鉆床
麻花鉆
卡尺、塞規(guī)
11�、
10
鉆小14孔
四面組合鉆床
麻花鉆�����、錢
卡尺、塞規(guī)
11
銃R33圓弧
數(shù)控銃床
立銃刀
游標(biāo)卡尺
12
去毛刺
鉗工臺(tái)
平錘
13
清洗
清洗機(jī)
14
終檢
塞規(guī)�����、卡尺�、百分表等
4、加工余量�����、工序尺寸和工差的肯定
在這只肯定鉆-錢-精銳小10孔的加工余量�、工序尺寸和公差。
由表2-表可查得,精銳余量Z/較=0.04mm�;粗較余量Z/蛟=0.16mm;鉆孔余量Z砧=9.8mm。查表1-20可依次肯定各工序尺寸的加工精度品級(jí)為�����,精較:
IT7�����;粗較:IT10:鉆:IT12?按照上述結(jié)果�����,再查標(biāo)準(zhǔn)公差數(shù)值表可肯定各工步的
12、公差值別離為,精銳:0.015mm;粗銳:0.058mm;鉆:0.15mm�����。
綜上所述�����,該工序各工步的工序尺寸及公不同離為�����,精較:巾100�����。+�。。15mm:粗較
小+�����。�����。5smm;鉆:小+�。”皿兒它們的彼此關(guān)系如下圖所示�。
加工方向
0.04
0J6
09.8
+0.058
09.96
勿+9?°15///
五、切削用量�、時(shí)刻定額的計(jì)算
在這只計(jì)算鉆-較-精銳小10孔此工序的切削用量和時(shí)刻定額。
�����、切削用量的計(jì)算
5. 1.1鉆孔工步
1)背吃刀量的肯定取aP=9.8mm.
2)進(jìn)給量的肯定由表5-22,選取該工步的每轉(zhuǎn)進(jìn)給量f=0.1mm/r�����。
3)切削速度的
13�、計(jì)算由表5-22,按鑄鐵硬度為200~241HBs計(jì)算,切削速度v選取為12m/min,由公式(5-1)n=1000v/可求得該工序鉆頭轉(zhuǎn)速n=r/min,參照Z(yǔ)525型立式鉆床的主軸轉(zhuǎn)速�,取轉(zhuǎn)速n=392r/min,再將此轉(zhuǎn)速代入公式(5-1),可求出該工序的實(shí)際鉆削速度為v=1000=12.06m/mino
6. 1.2粗較工步
1)背吃刀量的肯定取aP=0.16mm。
2)進(jìn)給量的肯定由表5-31,選取該工步的每轉(zhuǎn)進(jìn)給量f=0.4mm
3)切削速度的計(jì)算由表5-31,切削速度v選取為2m/min.由公式(5-1)n=1000v/可求得該工序鉆頭轉(zhuǎn)速n=r/min�����,參照Z(yǔ)525型立
14�����、式鉆床的主軸轉(zhuǎn)速,取轉(zhuǎn)速n=97r/min,再將此轉(zhuǎn)速代入公式(5-1),可求出該工序的實(shí)際鉆削速度為v=1000=3.0m/min?
6.1. 3精較工步
1)背吃刀量的肯定取ap=0.04mm�����。
2)進(jìn)給量的肯定由表5-31,選取該工步的每轉(zhuǎn)進(jìn)給量f=0.3mm
3)切削速度的計(jì)算由表5-31,切削速度v選取為4m/min,由公式(5-1)n=1000v/可求得該工序鉆頭轉(zhuǎn)速n=min,參照Z(yǔ)525型立式鉆床的主軸轉(zhuǎn)速�,取轉(zhuǎn)速n=140"min,再將此轉(zhuǎn)速代入公式(5-1),可求出該工序的實(shí)際鉆削速度為v=1000=4.4m/mina
�、時(shí)刻定額的計(jì)算
5.2.1. 大體時(shí)刻與
15、的計(jì)算
(1) 鉆孔工步
按照表5-41,鉆孔的大體時(shí)刻可由公式tj=L/fn=(l+ll+12)/fn求得�。式中l(wèi)=20mm;12=lmm;li=D/2*cotkr+(1~2)=2*cot54+lmm=5.3mm:f=0.1mm/r;n=392mm/r.o將上述結(jié)果代入公式,則該工序的大體時(shí)刻。
(2) 粗校工步
按照表5-41,較圓柱孔的大體時(shí)刻可由公式tj=L/fn=(l+H+12)/fn求得�����。式中1二�����、11由表5-42按kr=l五�、ap=(D-d)/2=()/2=的條件查得li=O.37mm;l2=15mm;而1=12mm;f=0.4mm/r;n=97r/min.o將上述結(jié)果代
16、入公式�����,則該工序的大體時(shí)刻tj=(12mm+0.37mm+15mm)/(0.4mm/minx97r/min)==42so
(3) 精校工步
同上�,按照表5-41可由公式tj=L/fn=(l+ll+12)/fn求得該工步的大體時(shí)刻�。式中1二�、11由表5-42按kr=l五、ap=(D-d)/2=()/2=的條件查得11=;12=13mm;而1=12mm:f=mm/r:n=140r/min.?將上述結(jié)果代入公式�����,則該工序的大體時(shí)刻tj=(12mm++13mm)/minx97r/min)==36s()
5.2.2.輔助時(shí)刻t.的計(jì)算
按照第五章第二節(jié)所述�����,輔助時(shí)亥ta與大體時(shí)刻tj之間的關(guān)系為
17�、ta=~tj,這里取ta=tj,則各工序的輔助時(shí)刻別離為:
鉆孔工步的輔助時(shí)刻為:ta==粗銳工步的輔助時(shí)刻為:ta==精銳工步的輔助時(shí)刻為:ta==
5.2.3.其他時(shí)刻的計(jì)算
除作業(yè)時(shí)刻(大體時(shí)刻和輔助時(shí)刻之和)之外�����,每道工序的單件時(shí)刻還包括布置工作的時(shí)刻�����、休息與生理需要的時(shí)刻和預(yù)備與終結(jié)時(shí)刻�����。由于端蓋的生產(chǎn)類型為大量生產(chǎn)�,分?jǐn)偟矫恳粋€(gè)工件上的預(yù)備與終結(jié)時(shí)刻甚微�,可忽略不計(jì)�;布置工作的時(shí)刻S是作業(yè)時(shí)刻的2%~7%,休息與生理需要時(shí)刻tx是作業(yè)時(shí)刻的2%~4%,這里均取3%,則各工序的其他時(shí)刻可按關(guān)系式(3%+3%)(tj+ta)計(jì)算,它們別離為:
鉆孔工步的其他時(shí)刻為:tb+tx=
18�����、6%x(28s+=;
粗皎工步的其他時(shí)刻為:lb+tx=6%x(42s+=;
精較工步的其他時(shí)刻為:tb+tx=6%x(36s+=;
5. 2.4.單件時(shí)刻t”的計(jì)算
這里的各工序的單件時(shí)刻別離為:
鉆孔工步t
將上述零件工藝規(guī)程設(shè)計(jì)的結(jié)果�����,填入工藝文件�����。
6.夾具設(shè)計(jì)
夾具是一種能夠使工件按必然的技術(shù)要求準(zhǔn)肯定位和牢固夾緊的工藝裝備�����,它普遍地運(yùn)用于機(jī)械加工�����,檢測(cè)和裝配等整個(gè)工藝進(jìn)程中�����。在現(xiàn)代化的
19、機(jī)械和儀器的制造業(yè)中�,提高加工精度和生產(chǎn)率,降低制造本錢�����,一直都是生產(chǎn)廠家所追求的目標(biāo)�。正確地設(shè)計(jì)并合理的利用夾具�,是保證加工質(zhì)量和提高生產(chǎn)率,從而降低生產(chǎn)本錢的重要技術(shù)環(huán)節(jié)之一�����。同時(shí)也擴(kuò)大各類機(jī)床利用范圍必不可少重要手腕�����。
提出問題
(1)如何限制零件的自由度�;一個(gè)面限制3個(gè)自由度,長(zhǎng)圓柱銷限制2個(gè)自由度�,定位銷限制1個(gè)自由度。
(2)如何夾緊:設(shè)計(jì)夾具由螺旋夾緊工件�����。
(3)設(shè)計(jì)的夾具如何排削;這次加工利用麻花鉆和錢刀�����,排削通過(guò)鉆模板與工件之間的間隙排削�。
(4)如何使夾具利用合理,便于裝卸�����。
設(shè)計(jì)思想
設(shè)計(jì)必需保證零件的加工精度�����,保證夾具的操作方便�����,夾緊靠得住�����,利用安全
20�����、,有合理的裝卸空間�����,還要注意機(jī)構(gòu)密封和防塵作用�,使設(shè)計(jì)的夾具完全符合要求。
本夾具主要用來(lái)對(duì)610孔進(jìn)行加工�,那個(gè)孔尺寸精度要求為IT9,表面粗糙度,鉆�����、粗欽�、精校以可知足其精度�。所以設(shè)計(jì)時(shí)要在知足精度的前提下提高勞動(dòng)生產(chǎn)效率,降低勞動(dòng)強(qiáng)度�����。
夾具設(shè)計(jì)
6. 3.1定位分析
(1)定位基準(zhǔn)的選擇
據(jù)《夾具手冊(cè)》知定位基準(zhǔn)應(yīng)盡可能與工序基準(zhǔn)重合�����,在同一工件的各道工序中,應(yīng)盡可能采用同必然位基準(zhǔn)進(jìn)行加工�。故加工”10孔時(shí),采用端蓋右端面和小25孔內(nèi)圓柱而作為定位基準(zhǔn)�����。
(2)定位誤差的分析
定位元件尺寸及公差的肯定�����。夾具的主要定位元件為一個(gè)而與兩個(gè)孔定位�����,因?yàn)樵摱ㄎ辉亩ㄎ换鶞?zhǔn)為孔
21�、的軸線,所以基準(zhǔn)重合△b=0,由于存在間隙�����,定位基準(zhǔn)會(huì)發(fā)生相對(duì)位置的轉(zhuǎn)變即存在基準(zhǔn)位移誤差�。
△j=(Td+Td+AS)/2
Td=0.050mm
Td=0.011mm
△S=0.010mm
△j=O.O355mm
6.3.2切削力及夾緊力的計(jì)算
刀具:中的麻花鉆,中10較刀�����。
①鉆孔切削力:查《機(jī)床夾具設(shè)計(jì)手冊(cè)》/70表3-6,得鉆削力計(jì)算公式:
P=70.6?D?S■
式中P鉆削力
t鉆削深度,12mm
S每轉(zhuǎn)進(jìn)給量.0.1mm
D麻花鉆直徑,<P9.8mm
HB布氏硬度�����,140HBs
所以
P=70.6??S?HB"�����,
=762(N)鉆孔的扭矩:
加=
22�、。�。14?£),S�����,HB
式中S每轉(zhuǎn)進(jìn)給量,0.1mm
D麻花鉆直徑�,①9.8mm
HB布氏硬度�,140HBS
加=0.014力?5。33
=8200(N?M)
②欽孔時(shí)的切削力:查《機(jī)床夾具設(shè)計(jì)手冊(cè)》k0表3-6,得鉆削力計(jì)算公式:
CC.L2-0.4yh門0.6
P=?i?t�,S-HB
式中p切削力
t鉆削深度,12mm
S每轉(zhuǎn)進(jìn)給量,0.4mm
D較孔鉆直徑�����,①10mm
HB布氏硬度,140HBs�
所以
p = 9W�����、HB
0.6
較孔的扭矩:
=73(N)
P=0.031?,3S06?HB)4?D
式中t鉆削深度�,12mm
S每轉(zhuǎn)進(jìn)給量.
23、0.4mm
D較刀直徑�,①10mm
HB布氏硬度,140HBs
p=0.031?嚴(yán)?s°”?hB°�����,?D
=600(N?M)
③鉆孔夾緊力:查《機(jī)床夾具設(shè)計(jì)手冊(cè)》P70表3-6,查得工件以一個(gè)面和兩個(gè)孔定位時(shí)所需夾緊力計(jì)算公式:
u/2Q�����,L
w=
2
djtja+Gyf.d�����、
式中螺紋摩擦角
平頭螺桿端的直徑
f工件與夾緊元件之間的摩擦系數(shù)�����,
螺桿直徑
夕螺紋升角
Q手柄作使勁
L手柄長(zhǎng)度
vy=_匕
則所需央緊力:4?rJa+0)+g?a
=766(N)
按照手冊(cè)查得該夾緊力知足要求�����,故此夾具能夠安全工作。
6. 3.3夾具操作說(shuō)明
這次設(shè)
24�、計(jì)的夾具夾緊原理為:通過(guò)<1>25孔和側(cè)面為定位基準(zhǔn),在圓柱銷�����、平面和定位銷實(shí)現(xiàn)完全定位�,以鉆模板引導(dǎo)刀具進(jìn)行加工。采用手動(dòng)螺旋快速夾緊機(jī)構(gòu)夾緊工件�����。
定位元件:
定位元件是用以肯定正確位置的元件�。用工件定位基準(zhǔn)或定位基面與夾具定位元件接觸或配合來(lái)實(shí)現(xiàn)工件定位。該設(shè)計(jì)用可換定位銷
7. 3.4肯定導(dǎo)向裝置
本工序要求對(duì)被加工的孔依次進(jìn)行鉆�����、錢的加工�����,最終達(dá)到工序簡(jiǎn)圖上規(guī)定的加工要求�,故選用快換鉆套作為刀具的導(dǎo)向元件,查表9-13,肯定鉆套高度H=30d=2X=21mm,排泄空間h二一7.3onmio
8. 體會(huì)與展望
本次課程設(shè)計(jì)主要經(jīng)歷了兩個(gè)階段�����,第一階段是機(jī)械加工工藝規(guī)程設(shè)計(jì)�,
25、第二階段是專用夾具設(shè)計(jì)�����。第一階段我運(yùn)用了基準(zhǔn)選擇�����、機(jī)床選用等方面的知識(shí):夾具設(shè)計(jì)的階段運(yùn)用了工件定位�、夾緊機(jī)構(gòu)及零件結(jié)構(gòu)設(shè)計(jì)等方面的知識(shí)。
通過(guò)這三個(gè)禮拜的設(shè)計(jì)�,我大體掌握了零件的加工進(jìn)程分析及工藝文件的編制、專用夾具設(shè)計(jì)的方式和步驟�����,學(xué)會(huì)了查找相關(guān)手冊(cè)�、說(shuō)明書等,和選擇利用工藝裝備等等�。
總之�����,這次設(shè)計(jì)使我在大體理論的綜合運(yùn)用及正確解決實(shí)際問題等方面取得了一次較好的訓(xùn)練�。提高了咱們的試探�、解決問題創(chuàng)新設(shè)計(jì)的能力,為以后的設(shè)計(jì)工作打下了較好的基礎(chǔ)�����。由于個(gè)人能力有限�,所學(xué)知識(shí)還不能完全掌握,設(shè)計(jì)?中還有許多錯(cuò)誤和不足�,請(qǐng)列位老師和同窗們多多斧正。
通過(guò)這兩個(gè)禮拜的學(xué)習(xí)�,發(fā)覺了自己的很多不足,自己知識(shí)的很多漏洞�����,看到了自己的實(shí)踐經(jīng)驗(yàn)仍是比較缺乏�,理論聯(lián)系實(shí)際的能力還急需提高。
 端蓋加工工藝設(shè)計(jì)
端蓋加工工藝設(shè)計(jì)