《外圓磨削磨削區(qū)磨削溫度的數(shù)學(xué)模型》由會(huì)員分享����,可在線閱讀����,更多相關(guān)《外圓磨削磨削區(qū)磨削溫度的數(shù)學(xué)模型(2頁珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�。
1��、梢密制造與口動(dòng)化 2011年第1期
10
梢密制造與口動(dòng)化 2011年第1期
0 0
C試驗(yàn)與研究i
0 0
10
梢密制造與口動(dòng)化 2011年第1期
外圓磨削磨削區(qū)磨削溫度的數(shù)學(xué)模型
董新峰I馬燕玲2
上海理工大學(xué)機(jī)械工程學(xué)院* (200093)
土海大學(xué) 機(jī)電工程及自動(dòng)化學(xué)院2 (200090)
摘 要 磨削加工時(shí)庚削區(qū)的蠻削溫度很高���,當(dāng)超過材料的某個(gè)極限時(shí)就會(huì)引起工件的燒傷�,因此建立燒削時(shí) 磨削區(qū)的溫度數(shù)學(xué)模型是很有意義的.傳統(tǒng)的磨削溫度數(shù)學(xué)模型是在平面磨削的基礎(chǔ)上建工的�,其數(shù)學(xué)模壁只 適用于平面燒削方式。在此基礎(chǔ)上
2��、建立了外圓懈削時(shí)磨削區(qū)溫度的數(shù)學(xué)磨型����,所建立的模型有助于外圓磨削時(shí) 磨削區(qū)溫度的計(jì)算�����,具有很好的現(xiàn)實(shí)意義�����。
關(guān)鍵詞唐削區(qū)溫度移動(dòng)熱源速度合成
10
梢密制造與口動(dòng)化 2011年第1期
10
梢密制造與口動(dòng)化 2011年第1期
磨削加工是一種重要的加工工藝,它被廣泛應(yīng)用 F高將度低表面粗糙度工件的加工過程中。與其他加 工工藝相比���,磨削加工切除單位體積材料時(shí)需要非常 高的能量輸入�,這些能量?jī)汉跞哭D(zhuǎn)化為熱駅集中在 磨削區(qū)內(nèi),導(dǎo)致館削區(qū)的溫度升高。當(dāng)磨削溫度較高 時(shí),會(huì)使零件表層金相組織發(fā)生變化����,甚至出現(xiàn)磨削 燒傷⑴��。磨削溫度的升高對(duì)工件表面質(zhì)量及工具的使 用性能
3��、都有極大的影響。因此建龍磨削時(shí)磨削區(qū)的溫 度數(shù)學(xué)模型是很有意義的�����,傳統(tǒng)的磨削溫度數(shù)學(xué)模型 是在平面蘑和的基礎(chǔ)上建立的��,其數(shù)學(xué)模羽只實(shí)用于 平面磨削方式���。本文在此基礎(chǔ)匕建立了外圓磨削時(shí)磨 削區(qū)溫度的數(shù)學(xué)模型�����,該模型的建立彌補(bǔ)了外圓瞬削 時(shí)磨削區(qū)溫度的計(jì)算���,具有很高的現(xiàn)實(shí)意義���。首先分 析平面磨削時(shí)磨削區(qū)溫度的建模過稈,然后根據(jù)這個(gè) 過程來建立外圓序削時(shí)磨削區(qū)溫度的數(shù)學(xué)第型��。
1平面磨削時(shí)磨削區(qū)溫度的建模過程
建立平面磨削的整削區(qū)溫度模型的思路是:一、 先建立磨削區(qū)屮單個(gè)磨粒產(chǎn)生的熱對(duì)任意位置的影 響:二、建立磨削區(qū)中-?個(gè)微小的線熱源對(duì)任意位 置的影響�;三���、通過積分建立整個(gè)面的熱源對(duì)任意 位置的影響��。
1.1磨削區(qū)中單個(gè)磨粒產(chǎn)生的熱對(duì)任意位置的彩響
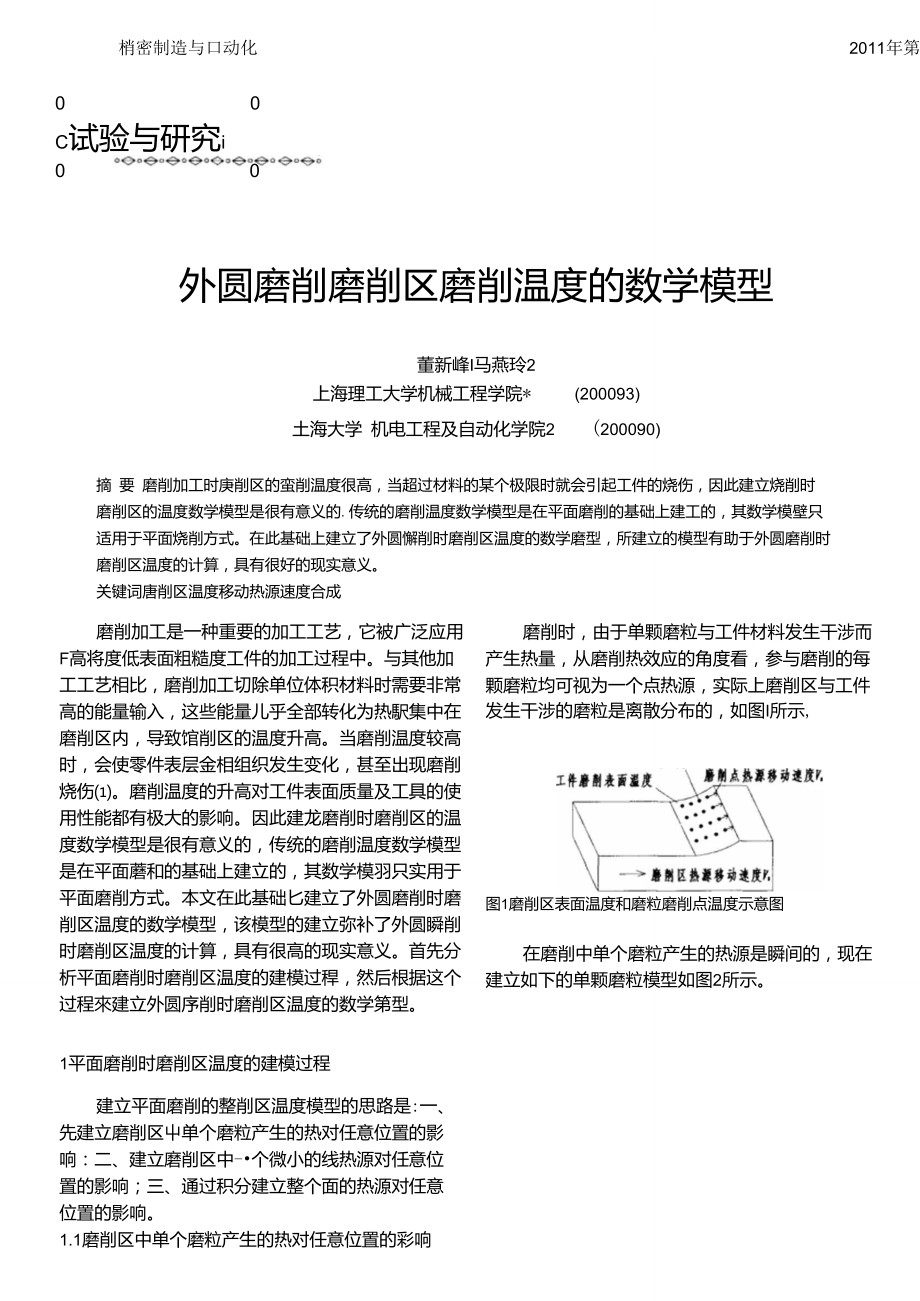
磨削時(shí)�,由于單顆磨粒與工件材料發(fā)生干涉而 產(chǎn)生熱量���,從磨削熱效應(yīng)的角度看�,參與磨削的每 顆磨粒均可視為一個(gè)點(diǎn)熱源�����,實(shí)際上磨削區(qū)與工件
發(fā)生干涉的磨粒是離散分布的����,如圖I所示,
圖1磨削區(qū)表面溫度和磨粒磨削點(diǎn)溫度示意圖
在磨削中單個(gè)磨粒產(chǎn)生的熱源是瞬間的,現(xiàn)在 建立如下的單顆磨粒模型如圖2所示。
設(shè)在一無限大的物體內(nèi)有一個(gè)點(diǎn)熱源���,位于坐 標(biāo)原點(diǎn)�。初始條件為:[=0時(shí),物體的溫度7^0-Co 在f=0的初始時(shí)刻�����,位于坐標(biāo)原點(diǎn)的點(diǎn)熱源突然發(fā)
10
 外圓磨削磨削區(qū)磨削溫度的數(shù)學(xué)模型
外圓磨削磨削區(qū)磨削溫度的數(shù)學(xué)模型