《基于PLC的二工位組合機(jī)床控制系統(tǒng)設(shè)計(jì)》由會(huì)員分享���,可在線閱讀,更多相關(guān)《基于PLC的二工位組合機(jī)床控制系統(tǒng)設(shè)計(jì)(3頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索����。
1、熊幸明
王新輝
長(zhǎng)沙大學(xué) 機(jī)電系 , 湖南 長(zhǎng)沙 410003
摘要 :文章對(duì)基于 PL C (可編程控制器) 的鉆孔 �����、攻絲二工位組合機(jī)床控制系統(tǒng)的結(jié)構(gòu) ����、控制程序進(jìn)行介紹 , 對(duì)系統(tǒng)的硬件
和軟件設(shè)計(jì)作了詳細(xì)闡述 。利用上位計(jì)算機(jī)對(duì)生產(chǎn)現(xiàn)場(chǎng)設(shè)備的狀態(tài)實(shí)施監(jiān)控和對(duì)現(xiàn)場(chǎng)參數(shù)進(jìn)行調(diào)整 ,使設(shè)備工作在最佳 狀態(tài) �。
關(guān)鍵詞 :組合機(jī)床 ; PL C ; PC ; 步進(jìn)順控指令 ; 梯形圖程序
中圖分類號(hào) : T G65 文獻(xiàn)標(biāo)識(shí)碼 :A 文章編號(hào) :1001 - 2265 (2004) 06 - 0038 - 03
The design of control system
2�����、 of combinat ional machine tool ba sed on PL C
XION G Xingming WAN G Xinhui
Abstract :The article int roduces t he co nst ructio n and co nt rol p rogram of co nt rol system of co mbinatio nal machine tool applied to drill hole and tap based o n PL C , and expounds t he hardware and sof t ware des
3�、ign of t he system. The equip ment state can be mo ni2 tored and t he parameter can be adjusted in t he site by top - co mp uter , enabling t he equip ment to have op timal p ropert y.
Key words :modular machine tool ; PL C ; PC ; stepping sequence co nt rol inst ructio n ; ladder chart p rogram
4、YV1 得電 ,液壓系統(tǒng)控制夾具將工件夾緊 ,由限位開關(guān) SQ7 檢
測(cè)其是否可靠夾緊 ��。同時(shí) ,控制凸輪電機(jī) M4 啟動(dòng)運(yùn)轉(zhuǎn) ; ( 2) 鉆 孔加工 ����。工件夾緊后 ,啟動(dòng)鉆孔動(dòng)力頭主運(yùn)動(dòng)電機(jī) M1 ,控制凸 輪控制相應(yīng)的液壓閥使鉆孔滑臺(tái)前移 ,進(jìn)行鉆孔加工 。當(dāng)鉆孔 滑臺(tái)到達(dá)終點(diǎn)時(shí) , SQ3 動(dòng)作 , 滑臺(tái)后退回到原位停止 , M1 亦停 止 ; (3) 工作臺(tái)右移 ����。鉆孔滑臺(tái)回到原位后 ,電磁閥 YV4 得電 ,
液壓系統(tǒng)使工作臺(tái)右移 ,到達(dá)攻絲位時(shí) ,限位開關(guān) SQ6 動(dòng)作 ,工 作臺(tái)停止 ; (4) 攻絲加工 。啟動(dòng)攻絲動(dòng)力頭電機(jī) M2 ( 正轉(zhuǎn)) , 攻 絲滑臺(tái)開始前移 ,進(jìn)
5����、行攻絲加工 。當(dāng)攻絲滑臺(tái)到達(dá)終點(diǎn)時(shí) ,限位 開關(guān) SQ5 動(dòng) 作 , 制 動(dòng) 電 磁 鐵 得 電 , 對(duì) 攻 絲 動(dòng) 力 頭 制 動(dòng) �。延 時(shí)
0 . 25s后 ,攻絲動(dòng)力頭電機(jī) M2 反轉(zhuǎn) 。同時(shí) , 攻絲滑臺(tái)在控制凸 輪的控制下后退 ��。當(dāng)其后退到原位時(shí) , SQ4 動(dòng)作 ,滑臺(tái)停止 , M2 停止 ���。凸輪正好運(yùn)轉(zhuǎn)一個(gè)周期 , M4 亦停止 ; ( 5) 工作臺(tái)左移 ( 復(fù)
位) ����。攻絲滑臺(tái)退到原位 ,延時(shí) 3s 后 ,電磁閥 YV3 得電 ,工作臺(tái) 左移 ,到鉆孔工位時(shí)停止 。電磁閥 YV2 得電 ,夾具松開 ,限位開 關(guān) SQ8 動(dòng)作 ,表示工件已放松 ,取出工件 ,等待下一個(gè)循環(huán)
6���、�。
2 系統(tǒng)組成
機(jī)床控 制 采 用 以 可 編 程 控 制 器 ( PL C) 為 下 位 機(jī) �、計(jì) 算 機(jī) ( PC) 為上位機(jī)的分布式控制系統(tǒng) ,不僅能實(shí)現(xiàn)對(duì)開關(guān)量信號(hào)的 邏輯控制 ,還能實(shí)現(xiàn)上 、下位機(jī)之間的通信 ��。具有操作簡(jiǎn)單 �、運(yùn) 行可靠 、工藝參數(shù)修改方便 ���、擴(kuò)充性強(qiáng) �、自動(dòng)化程度高等特點(diǎn) ,完 全能滿足本機(jī)床的技術(shù)要求 ����。系統(tǒng)的控制核心為 M I TSUB ISHI 的 FX2N - 48M R 小型 PL C ,其結(jié)構(gòu)如圖 2 所示 。
各電動(dòng)機(jī) 的 控 制 如 下 : 鉆 孔 動(dòng) 力 頭 電 動(dòng) 機(jī) M1 由 接 觸 器
KM1 控制 ;攻絲動(dòng)力頭電動(dòng)機(jī) M
7��、2 由接觸器 KM2 控制其正轉(zhuǎn) ,
1 機(jī)床概況
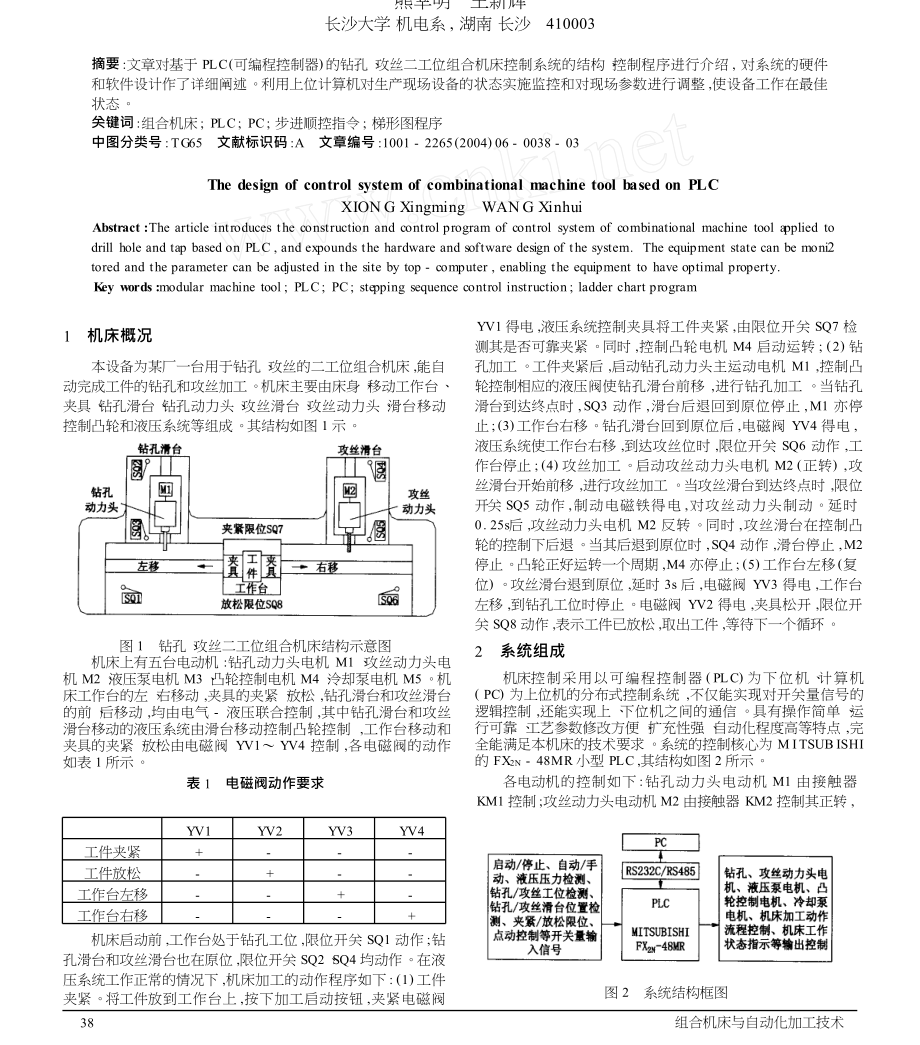
本設(shè)備為某廠一臺(tái)用于鉆孔 �、攻絲的二工位組合機(jī)床 ,能自 動(dòng)完成工件的鉆孔和攻絲加工 。機(jī)床主要由床身 ����、移動(dòng)工作臺(tái) 、 夾具 ����、鉆孔滑臺(tái) 、鉆孔動(dòng)力頭 �、攻絲滑臺(tái) 、攻絲動(dòng)力頭 ���、滑臺(tái)移動(dòng) 控制凸輪和液壓系統(tǒng)等組成 �。其結(jié)構(gòu)如圖 1 示 ��。
圖 1 鉆孔 �����、攻絲二工位組合機(jī)床結(jié)構(gòu)示意圖
機(jī)床上有五臺(tái)電動(dòng)機(jī) :鉆孔動(dòng)力頭電機(jī) M1 ���、攻絲動(dòng)力頭電 機(jī) M2 ����、液壓泵電機(jī) M3 �、凸輪控制電機(jī) M4 ���、冷卻泵電機(jī) M5 。機(jī) 床工作臺(tái)的左 �����、右移動(dòng) ,夾具的夾緊 ���、放松 ,鉆孔滑臺(tái)和攻絲滑臺(tái) 的前 �、后移動(dòng) ,均由電氣 - 液
8�����、壓聯(lián)合控制 ,其中鉆孔滑臺(tái)和攻絲 滑臺(tái)移動(dòng)的液壓系統(tǒng)由滑臺(tái)移動(dòng)控制凸輪控制 ,工作臺(tái)移動(dòng)和 夾具的夾緊 ���、放松由電磁閥 YV1~ YV4 控制 ,各電磁閥的動(dòng)作 如表 1 所示 �����。
表 1 電磁閥動(dòng)作要求
機(jī)床啟動(dòng)前 ,工作臺(tái)處于鉆孔工位 ,限位開關(guān) SQ1 動(dòng)作 ; 鉆
孔滑臺(tái)和攻絲滑臺(tái)也在原位 ,限位開關(guān) SQ2 �����、SQ4 均動(dòng)作 ����。在液 壓系統(tǒng)工作正常的情況下 ,機(jī)床加工的動(dòng)作程序如下 : ( 1) 工件
夾緊 。將工件放到工作臺(tái)上 , 按下加工啟動(dòng)按鈕 , 夾緊 電 磁 閥
圖 2 系統(tǒng)結(jié)構(gòu)框圖
38
組合機(jī)床與自動(dòng)化加工技術(shù)
YV1
YV2
YV3
9���、
YV4
工件夾緊
+
-
-
-
工件放松
-
+
-
-
工作臺(tái)左移
-
-
+
-
工作臺(tái)右移
-
-
-
+
化 ,提 高 編 程 效 率 , 為 程 序 的 調(diào)
試 、試運(yùn)行帶來許多 方 便 ��。當(dāng) 一 個(gè)工件完成鉆孔 �����、攻絲加工時(shí) ,工 作臺(tái) ����、鉆孔滑臺(tái) 、攻絲滑臺(tái)均返回 原位 ,夾具處于放松狀態(tài) ,為下一
個(gè)工件的加工循環(huán)作好準(zhǔn)備 ����。控 制系 統(tǒng) 由 SB3 發(fā) 出 加 工 啟 動(dòng) 指 令 ,進(jìn)入下一輪循環(huán) ��。系 統(tǒng) 的 自 動(dòng)控制狀態(tài)轉(zhuǎn)移圖如圖 5 所示 , 根據(jù)狀態(tài)轉(zhuǎn)移圖 , 很容易得到梯 形圖程序 ,由于篇幅所限 ,
10�、在此不
再贅述 。
4 PC 與 PL C 的通信
PC 與生產(chǎn)現(xiàn)場(chǎng)的 PL C 之間 處于實(shí)時(shí)的交互通信狀態(tài) ���。如果 生產(chǎn)規(guī)模大 ,可采用 1 : n 上位鏈 接通信方式 , 用一臺(tái)計(jì)算機(jī)管理 多臺(tái)機(jī)床 �����。為了增大 通 信 距 離 , 在上位 計(jì) 算 機(jī) 與 PL C 之 間 可 加
圖 4 公共及手動(dòng)控制程序
圖 3 PL C 輸入/ 輸出端子分配圖
KM3 控制其反轉(zhuǎn) ;液壓泵電動(dòng)機(jī) M3 由接觸器 KM4 控制 ; 凸輪 控制電動(dòng)機(jī) M4 由接觸器 KM5 控制 ;冷卻泵電動(dòng)機(jī) M5 由接觸 器 KM6 控制 �����。為了便于生產(chǎn)加工和維修 ����、調(diào)整 ,設(shè)置了工作
11、方 式選擇開關(guān) SA �����。當(dāng)開關(guān)置于“自動(dòng)”位時(shí) ,工件從裝入夾具定位 夾緊到加工完畢 , 工作臺(tái)返回鉆孔工位夾具松開 , 全部自動(dòng)進(jìn) 行 ;置于“手動(dòng)”位時(shí) ,通過按鈕 SB4~ SB13 對(duì)鉆孔動(dòng)力頭 �、攻絲 動(dòng)力頭 、液壓泵 �����、凸輪控制 ����、冷卻泵等電動(dòng)機(jī)和機(jī)床的各動(dòng)作流 程進(jìn)行點(diǎn)動(dòng)控制 ����。當(dāng)動(dòng)力頭工作到中途因停電或自動(dòng)控制系統(tǒng) 發(fā)生故障時(shí) ,可點(diǎn)動(dòng)復(fù)位 ��。為了使系統(tǒng)工作穩(wěn)定 ,設(shè)置壓力繼電 器 SP 檢測(cè)液壓系統(tǒng)油壓 ,只有在油壓達(dá)到一定值時(shí) ,系統(tǒng)才能 工作 ���。限位開關(guān) SQ1~SQ8 用于檢測(cè)工作臺(tái) ����、鉆孔滑臺(tái) �、攻絲滑 臺(tái)的位置以及工件的夾緊 �����、放松狀態(tài) ,并對(duì)系統(tǒng)實(shí)施控制 ���。其中
12�����、SQ1 ���、SQ6 檢測(cè)工作臺(tái)是在鉆孔 ��、還是攻絲工位 ; SQ2 �����、SQ3 檢測(cè) 鉆孔滑臺(tái)是在原位 �����、還是終點(diǎn) ; SQ4 �����、SQ5 檢測(cè)攻絲滑臺(tái)是在原 位 ���、還是終點(diǎn) ; SQ7 、SQ8 檢測(cè)工件在夾具內(nèi)是夾緊 ��、還是放松 ����。 PL C 輸入/ 輸出端子的分配如圖 3 所示 。
機(jī)床運(yùn)行分二級(jí)控制 ��。第一級(jí)由 SB1 、SB2 分別控制系統(tǒng) 的啟 �����、停 ���。按下 SB1 ,系統(tǒng)啟動(dòng) ,由“自動(dòng)/ 手動(dòng)”選擇開關(guān)決定其 工作方式 ;第二級(jí)由 SB3 啟動(dòng)自動(dòng)方式下的加工過程 ,由 SB4~ SB13 控制手動(dòng)方式下機(jī)床各動(dòng)作的點(diǎn)動(dòng) ����。設(shè)置了液壓壓力指 示燈 HL 1 ��、原位指示燈 HL 2
13����、,工作方式指示燈 HL 3~ HL 10 ,指示 設(shè)備的工作狀態(tài) �。
3 控制程序
設(shè)備有“自動(dòng)/ 手動(dòng)”二種工作方式 ,其控制程序可分為公共 程序 、自動(dòng)控制程序 ��、手動(dòng)控制程序三個(gè)模塊 ���。各模塊程序分開 編寫 ,結(jié)構(gòu)簡(jiǎn)單 ,思路清晰 ,便于調(diào)試和修改 ���。公共程序是系統(tǒng) 共用程序 ,包含系統(tǒng)的啟 、停控制和執(zhí)行“自動(dòng)”�、“手動(dòng)”程序的 跳轉(zhuǎn)控制 。手動(dòng)控制程序用于實(shí)現(xiàn)機(jī)床的點(diǎn)動(dòng)控制和狀態(tài)指 示 �。這二段程序均較簡(jiǎn)單 ,因此 ,將其梯形圖合并于圖 4 中 。
分析機(jī)床的加工工藝可知 ,在“自動(dòng)”工作方式下 ,其控制過 程為順序循環(huán)控制 , 采用步進(jìn)順控指令對(duì)其編程 , 可使程序簡(jiǎn)
圖
14����、5 自動(dòng)控制狀態(tài)轉(zhuǎn)移圖
一個(gè) RS232C/ RS485 的轉(zhuǎn)換器 , 用于鏈 接 計(jì) 算 機(jī) 的 RS232C 串 行口和 PL C 的 RS485 通信適配器 。操作人員可根據(jù)生產(chǎn)現(xiàn)場(chǎng) 的需要 ,在不中斷生產(chǎn)的情況下 ,在上位機(jī)上實(shí)時(shí)地對(duì)現(xiàn)場(chǎng)參數(shù) 進(jìn)行調(diào)整 ,使控制系統(tǒng)工作于最佳狀態(tài) ��。還可在上位機(jī)上編程 ���、 監(jiān)測(cè)設(shè)備運(yùn)行狀態(tài) ����、顯示故障等 ,對(duì)系統(tǒng)進(jìn)行管理和調(diào)度 ,使設(shè) 備潛力得到充分發(fā)揮 ���。PC 與 PL C 的通信程序 ,此處限于篇幅 , 后面再作專文介紹 �。
5 結(jié)束語(yǔ)
將 PL C 和 PC 用于本機(jī)床的控制 ,大大提高了設(shè)備的自動(dòng) 化水平和生產(chǎn)效率 ,減輕了現(xiàn)場(chǎng)
15�、操作人員的勞動(dòng)強(qiáng)度 。同時(shí) ,它 還簡(jiǎn)化了機(jī)床的電氣控制系統(tǒng) ,在工藝程序變更時(shí) ,更突出表現(xiàn) 其靈活方便的優(yōu)越性 �。系統(tǒng)具有控制實(shí)時(shí)性好 、可靠性高 �、擴(kuò)充 性強(qiáng) ���、操作方便的優(yōu)點(diǎn) ,受到用戶的歡迎 。
(下轉(zhuǎn)第 42 頁(yè))
2004 年第 6 期
39
調(diào)查樣本數(shù)據(jù)如表 3 :
表 3 調(diào)查樣本數(shù)據(jù)
對(duì)調(diào)查樣本進(jìn)行歸一化處理 , 歸一化后的調(diào)查樣本如表 4 :
表 4 歸一化后的調(diào)查樣本數(shù)據(jù)
各個(gè)因素權(quán)重向量為 ( 0 . 2 , 0 . 1 , 0 . 2 , 0 . 1 , 0 . 1 , 0 . 1 , 0 . 2) , 評(píng)
判等級(jí)和其對(duì)應(yīng)分
16�、數(shù)的向量為 ( 0 , 10 , 30 , 50 , 70 , 90 , 100) , 根 據(jù)歸一化后的樣本 , 計(jì)算各個(gè)樣本的用戶滿意度如表 5 。
表 5 用戶滿意度調(diào)查結(jié)果
了以用戶為中心的思想 �。通過采用基于變因素集和多語(yǔ)義粒度
的用戶滿意度評(píng)價(jià)方法 ,使得企業(yè)的用戶滿意度調(diào)查體現(xiàn)“以用 戶為中心”的思想 ,為企業(yè)評(píng)價(jià)自身的服務(wù)質(zhì)量提供了更加客觀 的數(shù)據(jù) 。
參考文獻(xiàn)
岑詠霆 1 顧客滿意度測(cè)評(píng)的模糊綜合評(píng)判模型 , 遼寧工程
技術(shù)大學(xué)學(xué)報(bào) (自然科學(xué)版) ,2001 (10) :715~718
宇文立平 ,錢敏 ,張金鎖 1A HP 法在顧客滿意度指標(biāo)評(píng)價(jià)中 的應(yīng)
17�、用 J 1 西安科技學(xué)院學(xué)報(bào) ,2001 (6) :175~177
Hendrickso n A , Glorfeld K , Cro nan T. On t he repeated test - retest reliability of t he end - user co mp uting satisfactio n inst ru2 ment J . Aco mment , Decisio n Sciences , 1994 , 25 ( 4 ) : 655 ~
667
何新貴 1 模糊知識(shí)處理的理論與技術(shù) 1 北京 ,國(guó)防工業(yè)出 版社 ,1998
收稿日期 :200
18、3 - 10 - 14
作者簡(jiǎn)介 : 趙麗萍 ( 1963 - ) ,女 ,西安交通大學(xué) CIMS 研究
1
對(duì)于表 5 中的計(jì)算結(jié)果采用加權(quán)平均法的到最終的用戶滿
意度指數(shù) ����。一般取各個(gè)樣本權(quán)重相同 , 最終的用戶滿意度指數(shù)
I 為所有調(diào)查樣本用戶滿意度指數(shù)的平均值 , 即
n
2
3
Σw i ri
I = i = 1 = 82 + 61 + 62 = 68
3
n
對(duì)于評(píng)價(jià)結(jié)果采取 5 分層法 ( 很 滿 意 100 ~ 80 、滿 意 80 ~
60 �����、一般 60~40 ���、不滿意 40~20 、很不滿意 20~0) , 用戶對(duì)該企 業(yè)的服務(wù)滿意 �。
19、
4
5 結(jié)束語(yǔ)
本文提出了基于變因素集和多語(yǔ)義粒度的進(jìn)行用戶滿意度 評(píng)價(jià)的方法 ,并采用模糊綜合評(píng)價(jià)法進(jìn)行了評(píng)價(jià)方法的實(shí)現(xiàn) ,給 出了相應(yīng)的應(yīng)用實(shí)例 ��。該方法充分考慮到用戶的多樣性 ,體現(xiàn)
中心副教授 ,博士 ��。
(編輯 李秀敏)
(上接第 39 頁(yè))
3 熊幸明 1 基于 PL C 的缸體加工機(jī)床控制系統(tǒng) 1 組合機(jī)床與
自動(dòng)化加工技術(shù) ,2002 (5)
收稿日期 :2003 - 10 - 14
作者簡(jiǎn)介 :熊幸明 (1954 - ) ,男 ,湖南長(zhǎng)沙人 ,長(zhǎng)沙大學(xué)機(jī)電 系教授 。
(編輯 江復(fù))
[ 參考文獻(xiàn) ]
1 鐘肇新等 1 可編程控制器
20�、原理及應(yīng)用 1 廣州 : 華南理工大 學(xué)出版社 ,2002
2 M I TSUB ISHI EL EC TR IC COR PORA T ION FX2N 系 列 微 型可編程控制器使用手冊(cè) , 1999
42
組合機(jī)床與自動(dòng)化加工技術(shù)
樣本
樣本 1
樣本 2
樣本 3
用戶滿意度
82
61
62
因素名稱
樣本 1
樣本 2
樣本 3
質(zhì)量
(0/ c0 , 0/ c1 , 0/ c2 , 0/ c3 , 0 . 85/ c4 , 0 . 85/ c5 ,
0 . 39/ c6)
( 0/ c0 , 0/ c1 , 0/ c2 , 0 .
21、25/ c3 , 0 . 5/ c4 , 0 . 75/
c5 , 1/ c6)
V 3 極好
功能
(0/ c0 , 0/ c1 , 0/ c2 , 0/ c3 , 0 . 18/ c4 , 0 . 58/ c5 ,
1/ c6)
( 0/ c0 , 0/ c1 , 0/ c2 , 0 . 25/ c3 , 0 . 5/ c4 , 0 . 75/
c5 , 1/ c6)
V 3 較好
價(jià)格
(0/ c0 , 0/ c1 , 0/ c2 , 0/ c3 , 0 . 85/ c4 , 0 . 85/ c5 ,
0 . 39/ c6)
( 0 . 25/
22�����、 c0 , 0 . 5/ c1 , 0 . 75/ c2 , 1/ c3 , 0 . 75/ c4 ,
0 . 5/ c5 , 0 . 25/ c6)
V 3 一般
設(shè)計(jì)
(0/ c0 , 0/ c1 , 0/ c2 , 0/ c3 , 0 . 18/ c4 , 0 . 58/ c5 ,
1/ c6)
V 3 較好
品位
(0/ c0 , 0/ c1 , 0/ c2 , 0/ c3 , 0 . 18/ c4 , 0 . 58/ c5 ,
1/ c6)
( 0 . 25/ c0 , 0 . 5/ c1 , 0 . 75/ c2 , 1/ c3 , 0
23�、. 75/ c4 ,
0 . 5/ c5 , 0 . 25/ c6)
V 3 較好
包裝
(0/ c0 , 0 . 18/ c1 , 0 . 58/ c2 , 1/ c3 , 0 . 58/ c4 ,
0 . 18/ c5 , 0/ c6)
( 0 . 25/ c0 , 0 . 5/ c1 , 0 . 75/ c2 , 1/ c3 , 0 . 75/ c4 ,
0 . 5/ c5 , 0 . 25/ c6)
V 3 一般
服務(wù)質(zhì)量
V 3 較差
因素名稱
質(zhì)量
功能
價(jià)格
設(shè)計(jì)
品位
包裝
附加
1
V 2 較好
V 2 很好
V 2 較好
V 2 很好
V 2 較好
V 2 一般
2
V 1 好
V 1 好
V 1 一般
V 1 一般
V 1 一般
3
V 3 極好
V 3 較好
V 3 一般
V 3 較好
V 3 較好
V 3 一般
服務(wù)質(zhì)量 , V 3 較差 , 重要程度
= 價(jià)格
 基于PLC的二工位組合機(jī)床控制系統(tǒng)設(shè)計(jì)
基于PLC的二工位組合機(jī)床控制系統(tǒng)設(shè)計(jì)